
440*300*11*18H型钢 忻州Q235BH型钢 货源充足

气体渗碳设备主要有两种:一种是连续式推杆无罐炉,另一种是周期式的密封箱式炉和井式炉。滴注式渗碳多用于井式炉,也可用于周期式密封箱式炉。气体渗碳的优点是:可以通过控制系统控制富化气送入量或渗剂的滴入量,以改变炉气的碳势(见可控气氛),从而控制零件表面的含碳量。气体渗碳适用于大批量生产,易于控制质量和自动化,劳动条件好。碳氮共渗以渗碳为主同时渗入氮的化学热工艺。共渗时,加到气体渗碳气氛中的氨成氢和单原子氮,氮与来自渗碳气体的碳一起吸附在工件的表面上。
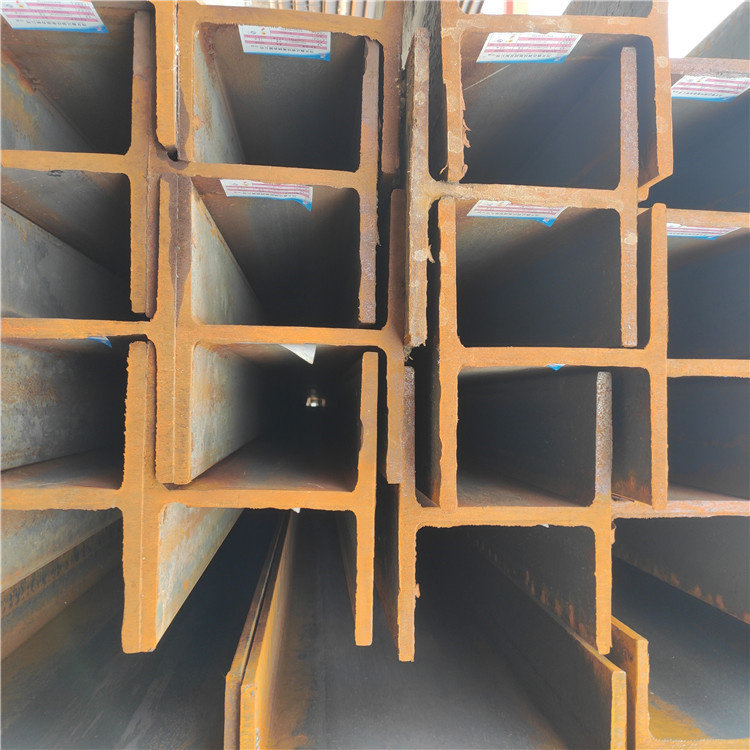
山东轧三特钢有限公司,H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。


H型钢的翼缘内外侧平行或接近于平行,翼缘端部呈直角,因此而得名平行翼缘钢。H型钢的腹板厚度比腹板同样高的普通钢小,翼缘宽度比腹板同样高的普通钢大,因此又得名宽缘钢。由形状所决定,H型钢的截面模数、惯性矩及相应的强度均明显优于同样单重的普通钢。轧三特钢用在不同要求的金属结构中,不论是承受弯曲力矩、压力负荷、偏心负荷都显示出它的优越性能,可较普通钢大大提高承载能力,节约金属10%~40%。H型钢的翼缘宽、腹板薄、规格多、使用灵活,用于各种桁架结构中可节约金属15%~20%。由于其翼缘内外侧平行,缘端呈直角,便于拼装组各种构件,从而可节约焊接、铆接工作量25%左右,能大大加快工程的建设速度,缩短工期。
型钢 忻州Q235BH型钢 货源充足这些改善是在没有变更MIDREX直接还原工艺基本性机械结构的情况下实现的。2 近的技术发展竖炉技术改善工作的近期重点在于借助氧进一步提高还原气体的温度。这是将高纯度的氧气(12~20Nm3/t-DRI)入高温还原气体之中的技术。上世纪90年代后期引入此项技术,还原气体温度约为1000℃,竖炉内的温度达900℃以上,竖炉的生产率约提高了12%。到2005年,此项技术重新命名为OXY+而进行了改良。
H型钢用途)(轧三特钢)
由于具有上述优点,H型钢应用广泛,主要用于:各种民用和工业建筑结构;各种大跨度的工业厂房和现代化高层建筑,尤其是地震活动频繁地区和高温工作条件下的工业厂房;要求承载能力大、截面稳定性好、跨度大的大型桥梁;重型设备;高速公路;舰船骨架;矿山支护;地基和堤坝工程;各种机器构件。